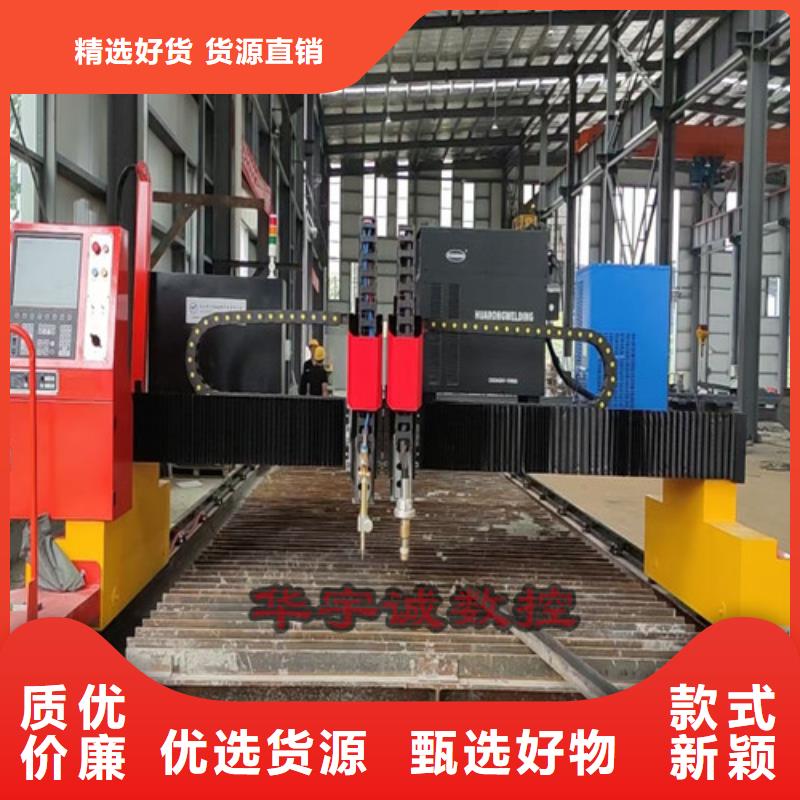
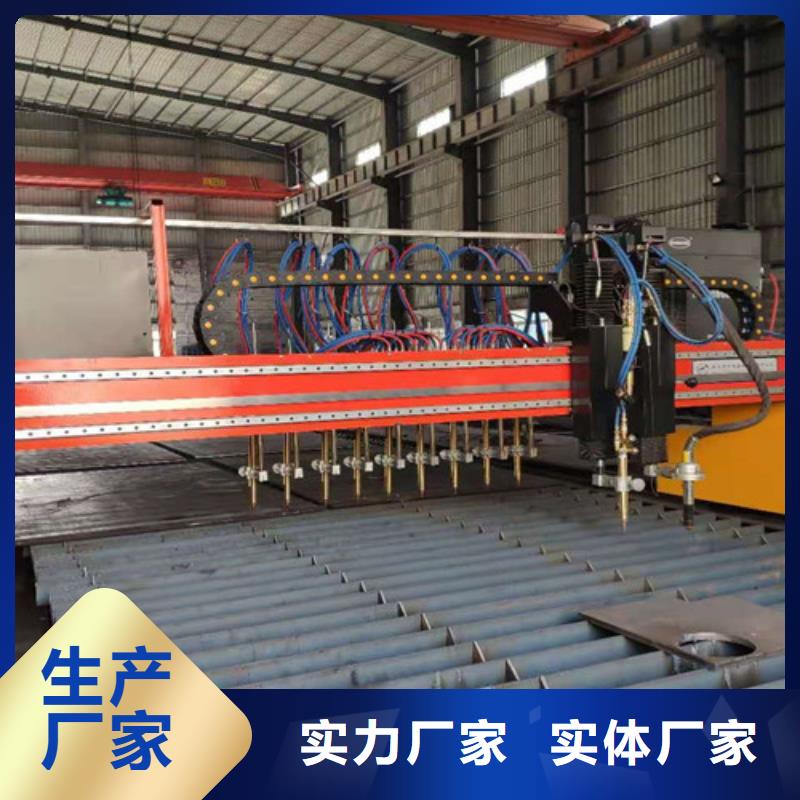
以下是:数控等离子切割机全自动激光切管机好货直供的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
以下是:数控等离子切割机全自动激光切管机好货直供的图文视频
选购数控等离子切割机全自动激光切管机好货直供来重庆市渝中区找华宇诚数控科技(渝中区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:-【18986290037】,地址:[江夏区庙山工业园特1号]。 重庆市,渝中区 渝中区是全国文明城区,获得过“中国爱心城市”、“市级环保模范区”、“慢性病综合防控示范区”、“全国科普示范区”等荣誉称号。2020年6月,经中央依法治国委入选为批全国法治政府建设示范地区和项目名单。10月20日,入选全国双拥模范城(县)名单。
精心打磨的产品视频已准备就绪,它将带您深入数控等离子切割机全自动激光切管机好货直供的魅力世界,让您重新发现产品的无限可能。
以下是:数控等离子切割机全自动激光切管机好货直供的图文介绍


日常的数控等离子切割机加工过程中,为了提高切割质量效果,需要操作人员关注数控等离子切割机几方面的因素和表现,南通阳光焊割在多年数控等离子切割机设备的研发生产中总结了如下五大要素,希望能给广大用户企业一些帮助和参考:1. 数控等离子切割机弧高也就是电弧高度,由于等离子弧是橄榄球外形,所以电弧高度严重影响切割质量,假如选择不当,将会形成切割面不垂直或者严重偏向,普通来说,厚板的弧高要小于薄板。2. 数控等离子切割机弧压经过调理弧压来调理输出等离子能量的大小,弧压越大,输出的能量就越大。3. 数控等离子切割机延迟主要用于穿孔,延迟的目的是为了可以正常穿孔,是切割时从穿孔到行进所需的时间,厚板时延迟时间要大于薄板。4. 数控等离子切割机移动速度合理的参数只要一个 移动速度。5. 数控等离子切割机自动调高系统自动调高系统中主要调理的是穿孔高度,穿孔高度的设置是为了穿孔时维护割炬,不合理的穿孔高度容易损坏易损件以至形成烧抢的严重结果。



华宇诚数控科技(渝中区分公司)从事 自动激光切管机十年有余,产品优质好价,赢得大量客户长期信赖。公司始终坚持“以科技求进步、以质量求生存、以管理求效益、以诚信求市场”的经营宗旨。不仅严控产品质量和售前售后服务,同时也加强自身科技研发,为客户提供更专业的服务。持续为客户需求努力创新,实现客户发展价值z u i大化。


数控等离子切割机切割速度和电源之间的关系我们都知道目前市场上的数控火焰切割机的切割厚度范围为6-200mm,而数控等离子切割机的切割厚度去取决于与之相匹配的等离子电源的大小。因此我们可以将数控等离子切割机的速度与等离子电源选择直接挂钩,或者换个角度来理解就是,如果企业希望提高数控等离子切割机的生产加工效率,更换等离子电源将是为经济和直接的手段。数控等离子切割机速度和电源之间的关系表现在以下几三个个方面:1、等离子切割机的型号,此型号一般为等离子切割机输出电流大小,例如40A、60A、100A、200A等。根据机型功率的大小不同,选择的切割电流大小不同,切割速度也不尽相同,以上你给出的数据没有说明你选的是什么品牌及型号的等离子切割机,所以无法给出详细的数据;2、切割工件的材质不同,根据不同的切割材质,切割速度也不同,常见的切割材料:碳钢、不锈钢切割速度较快、铸铁稍慢、其次是铝、慢的是铜,因为铜和铝比较难切,切割速度比前两种要慢得多,而且同等功率的等离子切割铜和铝材时切割厚度比不锈钢、碳钢要小得多。3、切割现场输入电压的大小,一般工厂电源电压为交流380V,但由于各工厂现场的情况不同,一般电压在365V到410V之间波动(当然甚至有的地方相差更大),因此输入电压也是影响切割速度的一个因素。企业如果觉得数控等离子切割机的切割速度满足不了自己的需求时,多半是等离子电源出了问题。我们在选择数控等离子切割机时,一定要选择适合自己生产需要的等离子电源,否则就会出现事倍功半的现象。


数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。数控等离子切割机手工编程大体过程如下:分析零件图样一数控工艺处理一数学处理一编写NC代码一校验、调试NC程序一首件试切一误差分析,枯燥、繁琐、易出错、指令语法难记忆。而对复杂的加工零件描述点过多更不适用。自动编程时AutoCAD20oo可直接由二维图形描述零件轮廓的图形实体直接生成数控加工代码,则可以避免人工编程复杂的记忆。明显提高编程效率和编程质量。尤其是在复杂的轮廓编程中,更能发挥其优势。数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:数控等离子切割机一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。



今年在重庆市渝中区购买数控等离子切割机全自动激光切管机好货直供有了新选择,华宇诚数控科技(渝中区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的数控等离子切割机全自动激光切管机好货直供产品。如需购买或咨询,请随时联系我们,联系人:-【18986290037】,地址:江夏区庙山工业园特1号。